Integrated production "made in Germany"
We manufacture your materials in our fully integrated production process - from melting to the end product. This means you get your product from a single source!
Thanks to the wide range of equipment, from 40MN forging presses to rolling mills and wire drawing equipment, we can manufacture flexibly and find the optimum process route for your material and specification. Our product spectrum ranges from open-die forgings to bars and wire to fine wire.
By using mainly sorted steel scrap as the basis for our products, we close the "steel cycle" and reduce our consumption of raw materials and resources. Steel is produced by melting in electric arc furnaces or in vacuum induction furnaces. Using the most modern technologies, we cast our steel in ingot or horizontal continuous casting processes; for the highest requirements, additional remelting takes place. The dimensions and the mechanical-technological properties are adjusted in the further process steps by hot and cold forming, heat treatment and finishing.
During the manufacturing process, all products undergo multi-stage quality controls by our qualified testing personnel. The most important testing procedures are chemical analysis control, mechanical testing as well as eddy current and ultrasonic testing.
Sie möchten nochmal ganz in Ruhe nachlesen, wie der Stahl entsteht, wodurch sich verschiedene Stahlgüten auszeichnen und welche Technologien dabei genutzt werden? In der "Kleinen Stahlkunde" erfahren Sie mehr, insbesondere über die bei BGH genutzten Anlagen und Verfahren rund um die Stahlherstellung, die Umformung und das Bearbeiten bis hin zum Prüfen und Versenden, anschaulich und verständlich dargestellt.





Metallurgy & Casting
Primary metallurgy - smelting
The starting materials for all BGH products are locally collected, processed and sorted scrap as well as our own production waste.
Electric arc furnace (EAF)
The scrap is melted down in two 50 t electric arc furnaces. Compared to the new production of steel in the blast furnace, we thus avoid approx. 1.35 t of CO2 per tonne of crude steel. For our stainless steels, the CO2 saving is even higher due to the high alloy content.
Vacuum induction melting (VIM)
A 10 t vacuum induction multi-chamber furnace (VIM) is available for the production of high-purity materials such as nickel-based and special alloys. As a rule, pure metals are used as charge materials in the VIM. Melting under vacuum prevents the burning off of alloying elements, and degassing takes place at the same time. In this way, extremely high degrees of purity can be achieved.
Secondary metallurgy - melt treatment
The final treatment of the steel produced in the arc furnace is carried out by so-called secondary metallurgy. Here, the target analysis is achieved by adding alloying elements and adjusting the contents of carbon, hydrogen and nitrogen. Depending on the requirements, different processes and equipment are used. AOD, LF, VD and VOD are available.
Directly after the secondary metallurgical treatment, the casting of the melt takes place.
AOD: Argon Oxygen Decarburization, LF: Ladle Furnace, VD: Vacuum Degassing, VOD: Vacuum Oxygen Decarburization

Foundry
At BGH, the liquid steel is cast using the bottom-pouring process or in the special horizontal casting process. The choice of process depends on the material and the dimensions of the end product.
Ingot casting
For large forgings, alloys that are difficult to cast or grades with special requirements for purity and homogeneity, we use the ingot casting process. Ingot weights between 2 t and 50 t are available. In addition, ingots for nickel-based and special alloys are melted in the VIM. All BGH casting plants use bottom-poured ingot casting to ensure the best block quality.
Special horizontal casting
Continuous casting is a particularly resource-saving and efficient process for the production of billets for a following hot forming operation, e.g. by rolling. At our Freital site, we produce round strands with a diameter of 165 mm - as one of only a few manufacturers worldwide using a special horizontal casting process. In this way, we can also cast crack-sensitive grades in the strand.
The exclusion of air between the tundish and the mould results in advantages with regard to micro-purity; exogenous inclusions are reduced by the elimination of casting powder. The homogeneity of the continuous cast billets produced can be further optimised by electromagnetic stirring (EMS technology: Electro-Magnetic-Stirring).
HSC: Horizontal Special Casting
ESR & VAR
For the highest demands on homogeneity and degree of purity, all common remelting processes are available in the form of electro-slag remelting (ESR or PESR) and vacuum arc remelting (VAR). Both remelting processes can also be combined or carried out several times.
Electro slag remelting (ESR) at BGH
The commissioning of the first German ESU test facility in 1962 at the site of the former VEB Edelstahlwerk 8. Mai in Freital forms the basis of our more than 60 years of experience with this technology. Through constant development, we have tailored the ESR process to the needs of our customers, such as through the use of inert gas or remelting under pressure (PESR). In our state-of-the-art 25 t ESR plant, built in 2021, ingots up to 1250 mm in diameter can be produced.
The ESR process
In the ESR process, an electrode consisting of the steel to be remelted is specifically "dripped over" by immersion in liquid slag. As the dripping steel passes through the slag, it absorbs impurities. The result is a new ingot with significantly improved homogeneity and purity.
By using protective gases (argon or nitrogen), the reaction of the surface with oxygen can also be avoided.
The pressurized electroslag remelting process (PESR) is an extension of the ESR process. It enables the production of steels with such a high nitrogen content that would not be possible with EAF production. For this purpose, a nitrogen-containing solid is added under high ambient nitrogen pressure during remelting.
Vakuum arc remelting (VAR)
In order to further reduce the content of undesirable trace elements and to achieve the highest microscopic degrees of purity, a vacuum arc furnace is available in which ingots weighing up to 10 t are produced.
In the VAR process, an electrode is remelted under vacuum by means of an electric arc. The two main differences to the ESU process are working under vacuum and remelting without slag. Due to the possible low melting rates, a very good homogeneity can be achieved. Trace elements present in the electrode can be partially "evaporated". In addition, degassing takes place.
At BGH, the VAR process is used for special alloys based on iron and nickel.
Triple-Melt
For ultra-pure grades, the VAR process can be combined with the ESR process, as a so-called triple-melt process.
ESR: Electro Slag Remelting, PESR: Pressure Electro Slag Remelting, VAR: Vacuum Arc Remelting

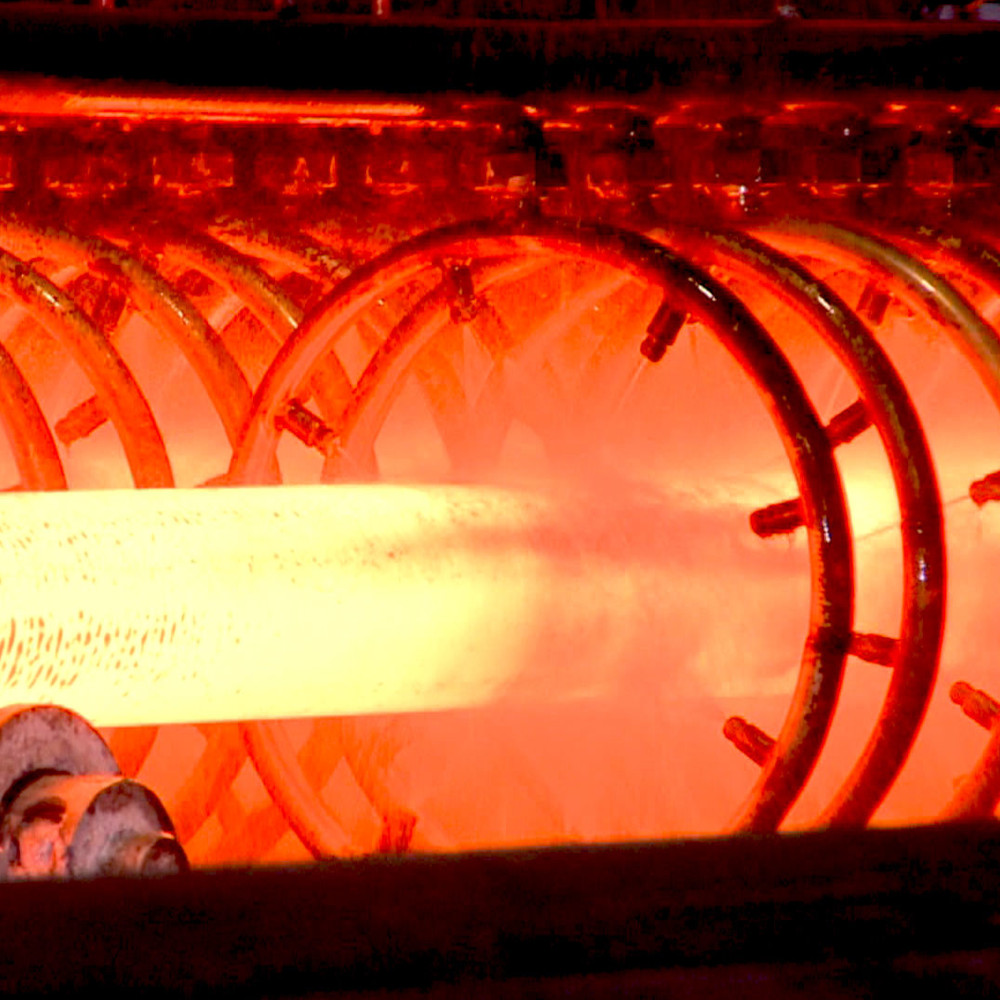
Hot forming - Half a millennium of competence in steel
Forging
Forging has been our tradition for over 500 years. For this purpose, we use open-die forging presses with up to 40 MN pressing force as well as one of the most modern and largest long forging machines worldwide.
We manufacture forged steel bars up to 950 mm in diameter as well as near-net-shape open-die forgings weighing up to 30 t and almost 18 m long.
Our portfolio also includes discs with diameters of up to 2 m or stepped flange shafts.
We guarantee the tightest forging tolerances also for materials that are difficult to form and special alloys.
40 MN forging press

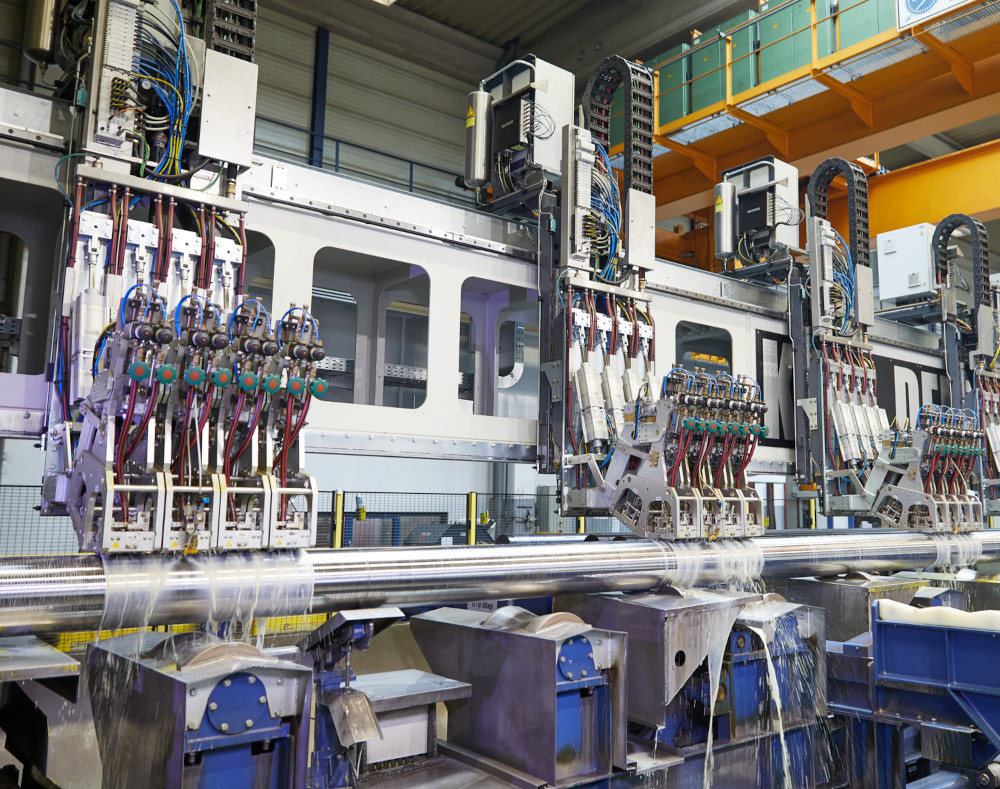
Rolling
On our rolling mills, we produce semi-finished products, steel bars in round and flat dimensions as well as wire rod. As special grades, we roll PM steels, nickel-based and Ti alloys, among others.
The range of dimensions for round bars extends from 16 - 160 mm, wire rod is produced from 5 - 25 mm in fine diameter gradations.
Square and flat bars with thicknesses of 5 - 89 mm and widths of 30 - 150 mm are rolled on our modern continuous and flat rolling mill.
For optimum properties of the end product, we make flexible use of starting material in the form of continuous cast billets, cast ingots, ESR/VAR ingots and pre-forged semi-finished products, depending on the target dimensions, degree of deformation and material requirements.
By modernising our heating and forming facilities and optimising the input dimensions, we have been able to reduce the CO2 emissions of individual product groups by up to 200 kg CO2 per tonne of steel.

Heat treatment
We offer the common heat treatment processes such as soft annealing, normalising, quenching and tempering, solution annealing and ageing for all our products.
Compliance with standards such as API 6A and CQI-9 ensures the highest quality with regard to the temperature accuracy and temperature uniformity of our systems and guarantees the narrowest process windows.
In addition to the classic heat treatment furnaces, we at BGH use the most modern inductive systems for individual bar heating in order to be able to produce bars with particularly low residual stresses and a high degree of straightness. Depending on the dimensional range and location, induction heating is used in combination with single-bar direct quenching or integrated in a single-bar tempering plant.
Energy-efficient and with a low CO2-footprintOur direct quenching and tempering of the bars from the rolling or forging heat in combination with a single-bar immersion system is particularly low in CO2, as there is no need for a heating step.
The heat treatment in the electric single-bar tempering plants is free of direct CO2 emissions.

Finishing
Our production technology ranges from peeling or turning or milling to grinding and polishing of bright bars and wet drawing for fine wire products.
Unique equipment
For bars with a finished diameter of 160 - 610 millimetres, we use one of the largest bar peeling machines in the world, suitable for workpieces weighing up to 25 tonnes and a maximum length of 18 metres!
Surface blasting and pickling, mainly used for square and flat bars, is also part of our manufacturing spectrum.
Extensive know-how in deep hole drilling up to 16 metres rounds off BGH's manufacturing capabilities.
Fabrication includes sawing and packaging at our production sites or at our Steel-Servicecentres. Here we offer a wide range of variants - tailored to your product and your needs.

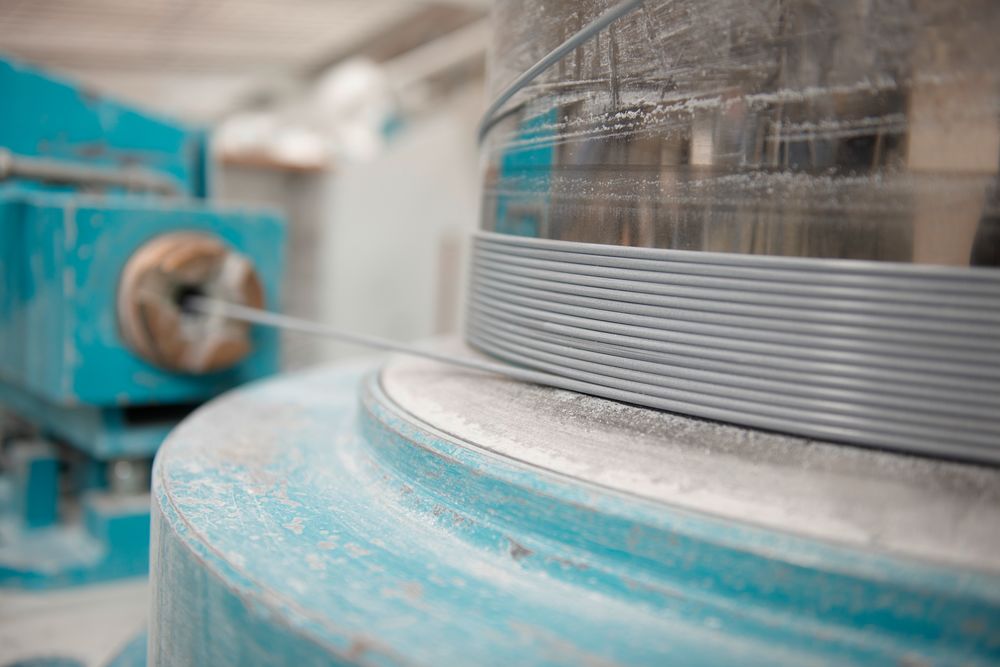
Cold forming
We produce wires and rods of the highest precision and tolerance with the most modern single and multiple drawing machines.
Our product portfolio ranges from fine wires with 0.08 mm produced by the wet drawing process to drawn wires with 22 millimetre diameters.
The in-house processing of the drawing dies used guarantees you consistently high quality as well as the closest dimensional and shape tolerances.
Quality control
During the manufacturing process, all BGH products undergo multi-stage quality controls by our qualified testing personnel. A quality management system certified according to ISO 9001 forms the basis for this, supplemented by numerous product and customer approvals.
The laboratory at the Siegen site is also accredited according to DIN EN ISO 17025.
During fully automatic ultrasonic and eddy current testing, all round bars up to 1000 mm in diameter are inspected for surface, edge and core defects in state-of-the-art equipment. For larger dimensions, open die forgings and flat products, the inspection is carried out manually with a final visual surface check.
Chemical analysis and identification checkWe carry out microstructural examinations and reference heat treatments according to your requirements in our modern laboratories.
Mechanical testingWith mechanical and technological testing on our tensile, impact and hardness testing machines, we document compliance with the product or customer specification.