Integrierte Produktion "made in Germany"
Wir fertigen Ihre Werkstoffe in unserem vollintegrierten Produktionsprozess - vom Schmelzen bis zum Endprodukt. Somit beziehen Sie ihr Produkt aus einer Hand!
Durch die große Anlagenvielfalt von der 40MN-Schmiedepresse über Walzstraßen bis hin zur Drahtzuganlage können wir flexibel fertigen und finden für ihren Werkstoff und ihre Spezifikation den optimalen Prozessweg. Unser Produktspektrum erstreckt sich dabei vom Freiformschmiedestück über Stäbe und Draht bis zum Feindraht.
Indem wir überwiegend sortierten Stahlschrott als Basis unserer Produkte einsetzen schließen wir den "Stahlkreislauf" und reduzieren unseren Rohstoff- und Ressourcenverbrauch. Die Stahlerzeugung erfolgt durch Schmelzen in Elektrolichtbogenöfen bzw. im Vakuuminduktionsofen. Mit modernsten Technologien gießen wir unseren Stahl im Block- bzw. Horizontalstranggussverfahren, für höchsten Anforderungen erfolgt ein zusätzliches Umschmelzen. Die Abmessungen sowie die mechanisch-technologischen Eigenschaften werden in den weiteren Prozessschritten durch Warm- und Kaltumformung, Wärmebehandlung sowie Fertigbearbeitung eingestellt.
Während des Fertigungsprozesses durchlaufen alle Produkte mehrstufige Qualitätskontrollen durch unser qualifiziertes Prüfpersonal. Die wichtigsten Prüfverfahren sind die Kontrolle der chemischen Analyse, die mechanische Erprobung sowie die Wirbelstrom- und Ultraschallprüfung.
Sie möchten nochmal ganz in Ruhe nachlesen, wie der Stahl entsteht, wodurch sich verschiedene Stahlgüten auszeichnen und welche Technologien dabei genutzt werden? In der "Kleinen Stahlkunde" erfahren Sie mehr, insbesondere über die bei BGH genutzten Anlagen und Verfahren rund um die Stahlherstellung, die Umformung und das Bearbeiten bis hin zum Prüfen und Versenden, anschaulich und verständlich dargestellt.

Produkte aus Edelstahl verwenden wir täglich. Wie aber Stahl entsteht und welche Unterschiede es heute bei den über 2400 Stahlsorten gibt, ist schwer überschaubar. In dieser Broschüre werden allgemeine, jedoch auch insbesondere die bei BGH genutzten Anlagen und Verfahren, rund um die Stahlherstellung, die Umformung und das Bearbeiten bis hin zum Prüfen und Versenden anschaulich und verständlich dargestellt.
Ergänzt mit Hinweisen zu theoretischen Grundlagen inklusive historischer Bezügen ermöglicht das Werk einen anregenden „Blick in die Welt der Edelstähle“. Standortporträts mit Chroniken, der Anlagenstruktur und den Produktprogrammen stellen die Einzelunternehmen vor und zeigen die Leistungsfähigkeit der BGH-Gruppe.
Bei Schulungen und Weiterbildungen wird sie gerne als bewährtes und praxisnahes Arbeitsmittel eingesetzt.
Sie hält unsere Erfahrungen bei BGH in Wort und Bild fest, zeigt Interessantes aus der täglichen Arbeit sowie Kurioses und Informatives aus der historischen Entwicklung seit 3000 Jahren.
Edelstahl ist unsere Welt und wir laden Sie ein, diese näher kennenzulernen.
Zum Inhalt
- Edelstähle
- Grundlagen und Einteilung der Stähle, Nicht rostende Edelstähle, Werkzeugstähle, Edelbaustähle, Nickel- und Sonderwerkstoffe
- Legierungselemente und Stahleigenschaften
- Chrom, Nickel, Mangan, Molybdän, Vanadium, Wolfram, Titan, Kobalt
- Stahlherstellung
- Elektrostahlerzeugung - Urformen/Gießen
- Umformen
- Grundlagen, Schmieden, Walzen, Ziehen
- Wärmebehandlung
- Grundlagen, Thermische Verfahren
- Werkstoffprüfung
- Grundlagen, Zerstörungsfreie Prüfverfahren, Zerstörende Prüfverfahren
- Mechanische Bearbeitung
- Grundlagen, Fräsen, Bohren, Drehen, Bearbeitung von Stabenden, Schälen, Schleifen
- Adjustage
- Nebenprodukte und Abfälle
- Grundlagen, Abfallart Schlacke, Sekundärrohstoff Schrott, Sonstige Abfälle und Wertstoffe
- Ausblick: Zukunft von Stahl – Stahl in der Zukunft
- BGH-Standorte
Über den Autor
Dr. Joachim Schlegel (1949 - 2025), war gelernter Maschinenbauer und absolvierte sein DipI.-Ingenieurstudium der Fächer Metallurgie, Werkstofftechnik, Metallformung an der TU Bergakademie Freiberg. 1975 promovierte er an der damaligen Akademie der Wissenschaften, Festkörperphysik und Werkstoffforschung, Dresden.
Von 1975 bis 1990 war er in der Industrieforschung tätig (Werkstoffentwicklung und Umformverfahren), danach wirkte er in verschiedenen Unternehmen (z. B. Peddinghaus Press- und Schmiedewerk Brand-Erbisdorf, Mannesmannring Sachsen) als Geschäftsführer, Betriebs- und Vertriebsleiter mit den Schwerpunkten Maschinenbau, Automobilzulieferindustrie, Produktentwicklung und Vertrieb weltweit.
Von 2003 bis 2020 verantwortet er bei der BGH Edelstahlwerke GmbH die technische Kundenberatung im Produktbereich Stabstahl, blanke Stäbe und Draht, insbesondere für den Marktbereich Automotive.
Aus seiner Hand stammen zahlreiche wissenschaftliche Veröffentlichungen und Fachbeiträge zur Technikgeschichte der Metallformung.




Metallurgie & Gießbetrieb
Primärmetallurgie - Erschmelzung
Ausgangsstoff aller BGH-Produkte sind lokal gesammelte, aufbereitete und sortierte Schrotte sowie eigene Produktionsabfälle.
Elektrolichtbogenofen (LBO)
Das Einschmelzen des Schrottes erfolgt in zwei 50 t-Elektrolichtbogenöfen. Gegenüber der Neuerzeugung von Stahl im Hochofen vermeiden wir so ca. 1,35 t CO2 je Tonne Rohstahl. Für unsere Edelstähle ist die CO2-Ersparnis aufgrund des hohen Legierungsgehaltes sogar noch höher.
Vakuuminduktionsofen (VIM)
Für die Erzeugung von hochreinen Werkstoffen wie Nickelbasis- und Sonderlegierungen steht ein 10 t-Vakuum-Induktions-Mehrkammerofen (VIM) zur Verfügung. In der Regel werden im VIM reine Metalle als Einsatzstoffe verwendet. Durch das Schmelzen unter Vakuum wird der Abbrand von Legierungselementen verhindert, gleichzeitig findet eine Entgasung statt. Auf diese Weise sind extrem hohe Reinheitsgrade erreichbar.
Sekundärmetallurgie - die Schmelzenbehandlung
Die Fertigbehandlung des im Lichtbogenofen erzeugten Stahles erfolgt durch die sogenannte Sekundärmetallurgie. Hier wird die Zielanalyse durch Zugabe von Legierungselementen sowie die Einstellung der Gehalte von Kohlenstoff, Wasserstoff und Stickstoff erreicht. Je nach Anforderung werden verschiedene Verfahren und Anlagen eingesetzt. Zur Verfügung stehen AOD, LF, VD und VOD.
Direkt im Anschluss an die sekundärmetallurgische Behandlung erfolgt der Abguss der Schmelze.
AOD: Argon Oxygen Decarburization, LF: Ladle Furnace, VD: Vacuum Degassing, VOD: Vacuum Oxygen Decarburization

Gießbetrieb
Der flüssige Stahl wird bei BGH als steigender Blockguss oder im Horizontalstranggussverfahren vergossen. Die Wahl des Verfahrens erfolgt in Abhängigkeit vom Werkstoff und der Abmessung des Endprodukts.
Blockguss
Für große Schmiedestücke, schwierig zu vergießende Legierungen oder Güten mit besonderen Anforderungen an Reinheit und Homogenität verwenden wir das Blockgussverfahren. Es stehen Blockgewichte zwischen 2 t und 50 t zur Verfügung. Hinzu kommen im VIM erschmolzene Blöcke für Nickelbasis- und Sonderlegierungen. Alle Gießbetriebe der BGH verwenden ausschließlich steigenden Blockguss, um die beste Blockqualität zu gewährleisten.
Strangguss
Ein besonders ressourcenschonendes und effizientes Verfahren zur Herstellung von Vormaterial zur Umformung durch Walzen ist das Stranggussverfahren. Am Standort Freital erzeugen wir Rundstrang mit 165 mm Durchmesser - als einer von wenigen Herstellen weltweit im Horizontalstranggussverfahren. Auf diese Weise können wir auch rissempfindliche Güten im Strang vergießen.
Durch den Luftabschluss zwischen Verteiler und Kokille ergeben sich Vorteile hinsichtlich der Mikroreinheit; exogene Einschlüsse werden durch den Wegfall von Gießpulver reduziert. Die Homogenität der erzeugten Stranggussknüppel kann durch elektromagnetisches Rühren (EMS-Technologie: Electro-Magnetic-Stirring) weiter optimiert werden.
Abkürzungen:
HSC: Horizontal Special Casting
Sondermetallurgie - ESU & VAR
Elektroschlackeumschmelzen (ESU) bei BGH
Die Inbetriebnahme der ersten deutschen ESU-Versuchsanlage 1962 am Standort des damaligen VEB Edelstahlwerk 8. Mai in Freital bildet die Basis unserer mehr als 60-jährigen Erfahrung mit dieser Technologie. Durch stetige Entwicklung haben wir den ESU-Prozess auf die Bedürfnisse unserer Kunden zugeschnitten, wie z.B. durch den Einsatz von Schutzgas oder das Umschmelzen unter Druck (DESU). In unserer 2021 errichteten, modernsten 25t-ESU-Anlage können Blöcke bis zu 1250 mm Durchmesser erzeugt werden.
Das ESU-Verfahren
Beim ESU-Prozess wird eine aus dem umzuschmelzenden Stahl bestehende Elektrode durch Eintauchen in flüssige Schlacke gezielt "umgetropft". Beim Durchgang des abtropfenden Stahles durch die Schlacke nimmt diese Verunreinigungen auf. Es entsteht ein neuer Block mit deutlich verbesserter Homogenität und Reinheit.
Durch den Einsatz von Schutzgasen (Argon oder Stickstoff) kann zudem die Reaktion der Oberfläche mit Sauerstoff vermieden werden.
Das Druck-Elektroschlackeumschmelzverfahren (DESU) ist eine Erweiterung des ESU-Verfahrens. Es ermöglicht die Erzeugung von Stählen mit einem so hohen Stickstoffgehalt, wie er bei einer Erzeugung im LBO nicht möglich wäre. Hierzu wird unter hohem Stickstoff-Umgebungsdruck ein stickstoffhaltiger Feststoff während des Umschmelzens zulegiert.
Vakuum-Lichtbogenofen (VAR)
Um den Gehalt unerwünschter Spurenelemente weiter zu senken und höchste mikroskopische Reinheitsgrade zu erreichen steht ein Vakuumlichtbogenofen zur Verfügung, in dem Blöcke bis 10 t Gewicht erzeugt werden.
Beim VAR-Verfahren wird eine Elektrode unter Vakuum mittels eines Lichtbogens umgeschmolzen. Die beiden Hauptunterschiede zum ESU-Verfahren sind die Arbeit unter Vakuum und ein Umschmelzen ohne Schlacke. Aufgrund der möglichen niedrigen Schmelzraten ist eine sehr gute Homogenität erreichbar. In der Elektrode vorhandene Spurenelemente können teilweise "abgedampft" werden. Zudem findet eine Entgasung statt.
Bei BGH wird das VAR-Verfahren für Sonderlegierungen auf Eisen- und Nickelbasis angewendet.
Triple-Melt
Für ultrareine Güten kann das VAR-Verfahren mit dem ESU-Verfahren kombiniert werden, als sogenanntes Triple-Melt-Verfahren.
Abkürzungen:
ESR: Electro Slag Remelting, PESR: Pressure Electro Slag Remelting, VAR: Vacuum Arc Remelting, VLBO: Vakuum-Lichtbogenofen, LBV: Lichtbogen-Vakuumverfahren

Warmumformung - Ein halbes Jahrtausend Kompetenz in Stahl
Schmieden
Seit über 500 Jahren hat das Schmieden bei uns Tradition. Dazu setzen wir Freiformschmiedepressen mit bis zu 40 MN Presskraft sowie eine der modernsten und größten Langschmiedemaschinen weltweit ein.
Wir fertigen geschmiedeten Stabstahl bis 950 mm Durchmesser sowie endkonturnahe Freiformschmiedestücke mit einem Gewicht von bis zu 30 t und knapp 18 m Länge.
Zu unserem Portfolio gehören ebenfalls Scheiben mit bis zu 2m Durchmesser oder abgesetzte Flanschwellen.
Auch für schwer verformbare Werkstoffe und Sonderlegierungen garantieren wir engste Schmiedetoleranzen.
40 MN-Schmiedepresse

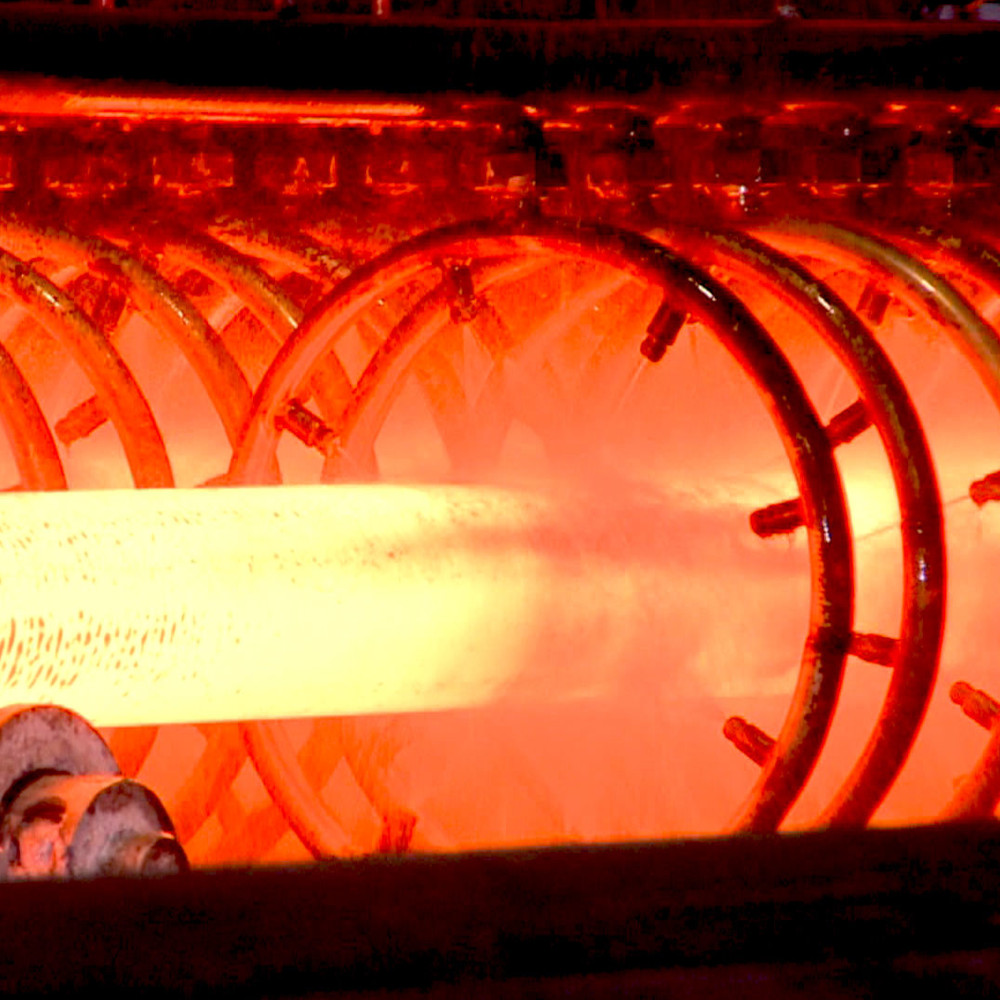
Walzen
Auf unseren Walzstraßen fertigen wir Halbzeug, Stabstahl in Rund- und Flachabmessungen sowie Walzdraht.
Als Sondergüten walzen wir unter anderem PM-Stähle, Nickel-Basis- und Ti-Legierungen.
Der Abmessungsbereich für Rundstäbe erstreckt sich von 16 - 160 mm, Walzdraht wird von 5 - 25 mm in feinen Durchmesserabstufungen gefertigt.
Vierkant- und Flachstäbe mit Dicken von 5 - 89 mm und Breiten von 30 - 150 mm walzen wir auf unserer modernen Konti- und Flachwalzstraße.
Für optimale Eigenschaften des Endprodukts greifen wir je nach Zielabmessung, Anforderung an Umformgrad und Werkstoff flexibel auf Vormaterial in Form von Stranggussknüppeln, Gussblöcken, ESU/VAR-Blöcken und vorgeschmiedetem Halbzeug zurück.
Durch die Modernisierung unserer Anwärm- und Umformanlagen und die Optimierung der Einsatzabmessungen konnten die CO2-Emissionen einzelner Produktgruppen um bis zu 200 kg CO2 je Tonne Stahl gesenkt werden.

Wärmebehandlung
Wir bieten für alle unsere Erzeugnisse die gängigen Wärmebehandlungsverfahren wie Weichglühen, Normalisieren, Vergüten, Lösungsglühen und Auslagern an.
Die Einhaltung von Standards wie API 6A und CQI-9 sichert höchste Qualität hinsichtlich der Temperaturgenauigkeit und Temperaturgleichmäßigkeit unserer Anlagen und garantiert engste Prozessfenster.
Neben den klassischen Wärmebehandlungsöfen nutzen wir bei BGH modernste induktive Anlagen zur Einzelstaberwärmung um besonders spannungsarme Stäbe mit hoher Geradheit fertigen zu können. Je nach Abmessungsbereich und Standort wird die Induktionserwärmung in Kombination mit Einzelstabtauchanlagen oder integriert in einer Einzelstabvergüteanlage eingesetzt.
Energieeffizient und mit geringem CO2-FußabdruckUnsere Direktvergütung der Stäbe aus der Walz- bzw. Schmiedehitze in Kombination mit einer Einzelstabtauchanlage ist dabei besonders CO2-arm, da ein Anwärmschritt entfällt.
Die Wärmebehandlung in den elektrischen Einzelstabvergüteanlagen ist frei von direkten CO2-Emissionen.
Stäbe, die in unseren Einzelstab-Induktionsanlagen wärmebehandelt werden, erfüllen höchste Anforderungen hinsichtlich Geradheit und Homogenität und sind frei von Eigenspannungen.

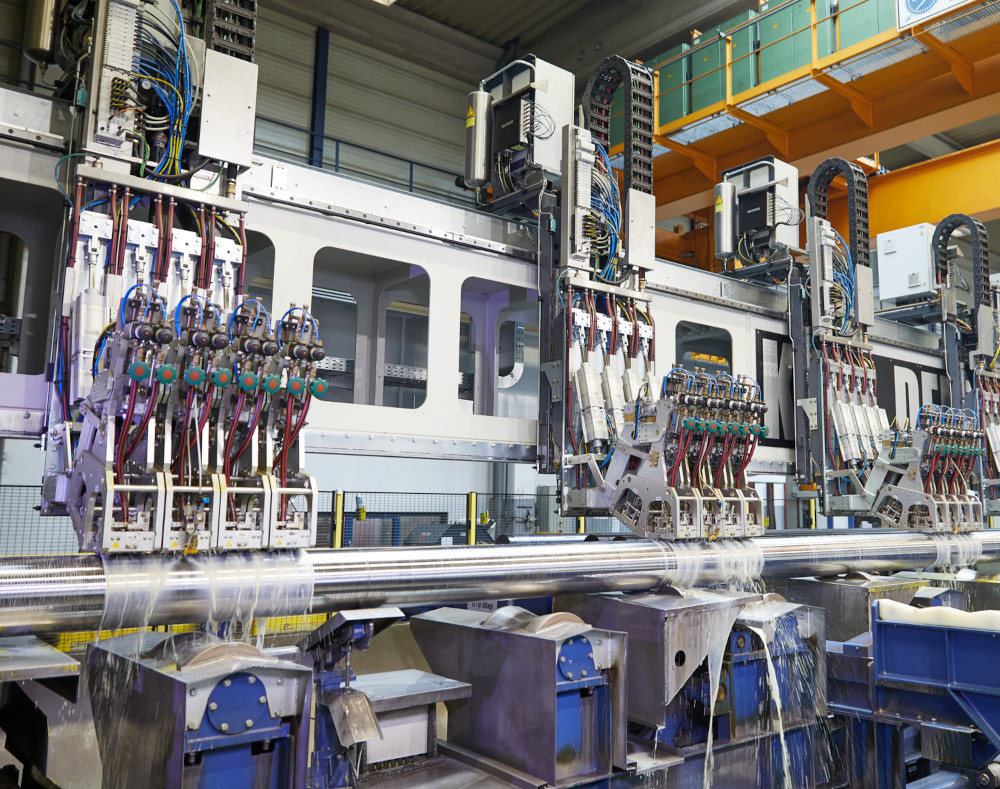
Oberflächenbearbeitung
Unsere Fertigungstechnologie reicht vom Schälen bzw. Drehen oder Fräsen über das Schleifen und Polieren von Blankstäben bis hin zum Nasszug für Feindrahtprodukte.
Einzigartige Anlagen
Für Stäbe mit einem Fertigmaß von 160 - 610 Millimeter Durchmesser verwenden wir dabei eine der größten Stabstahlschälmaschinen weltweit, geeignet für Werkstücke mit bis zu 25 Tonnen Gewicht und maximal 18 Meter Länge!
Auch das Strahlen und Beizen der Oberflächen, überwiegend für Vierkant- und Flachstäbe verwendet, gehört zu unserem Fertigungsspektrum.
Ein umfangreiches Know-how beim Tieflochbohren bis zu 16 Meter rundet die Fertigungsmöglichkeiten der BGH ab.
Zur Konfektionierung gehört das Sägen und die Verpackung an unseren Produktionsstandorten oder in unseren Stahl-Servicecentern. Hier bieten wir eine Vielzahl an Varianten an - auf Ihr Produkt und Ihren Bedarf abgestimmt.

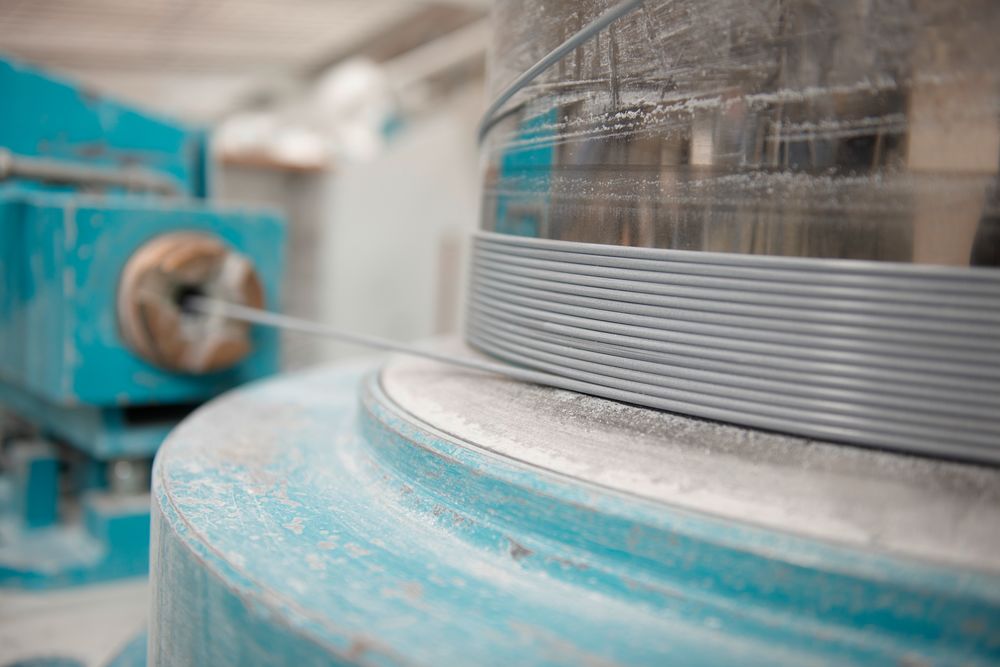
Kaltumformung
Mit modernsten Einfach- und Mehrfachziehmaschinen fertigen wir Drähte und Stäbe höchster Präzision und Toleranz.
Unser Produktportfolio erstreckt sich von im Nasszugverfahren hergestellten Feinstdrähten mit 0,08 mm bis zu gezogenen Drähten mit 22 Millimeter Durchmesser.
Die hauseigene Bearbeitung der verwendeten Ziehsteine garantiert Ihnen gleichbleibend hohe Qualität sowie engste Maß- und Formtoleranzen.
Qualitätskontrolle
Während des Fertigungsprozesses durchlaufen alle Produkte der BGH mehrstufige Qualitätskontrollen durch unser qualifiziertes Prüfpersonal. Ein nach ISO 9001 zertifiziertes Qualitätsmanagementsystem bildet hierfür die Basis, ergänzt um zahlreiche Produkt- und Kundenzulassungen.
Das Labor am Standort Siegen ist zudem nach DIN EN ISO 17025 akkreditiert.
Bei der vollautomatischen Ultraschall- und Wirbelstromprüfung werden alle Rundstäbe bis zu 1000 mm Durchmesser in modernsten Anlagen auf Oberflächen-, Rand- und Kernfehler kontrolliert. Für größere Abmessungen, Freiformstücke und Flachprodukte erfolgt die Prüfung manuell mit abschließender visueller Oberflächenkontrolle.
Chemische Analyse und VerwechslungsprüfungDie Bestimmung der chemischen Analyse im Labor und eine abschließende Verwechslungsprüfung in der Produktion stellen die Einhaltung der bestellten Zusammensetzung sicher.
Metallografische UntersuchungGefügeuntersuchungen und Referenzwärmebehandlungen führen wir gemäß Ihren Anforderungen in unseren modernen Laboren durch.
Mechanische ErprobungMit der mechanischen und technologischen Erprobung auf unseren Zug-, Kerbschlag- und Härteprüfmaschinen dokumentieren wir die Einhaltung der Produkt- bzw. Kundenspezifikation.